187-9671-5388
致力于数控机床研发生产
187-9671-5388
致力于数控机床研发生产
联系人:张先生
手 机:18796715388
传 真:0523-88529606
网 址:www.lingfengsk.com
地 址:泰州市姜堰区罗塘街道兴姜路28号(现代科技产业园内)
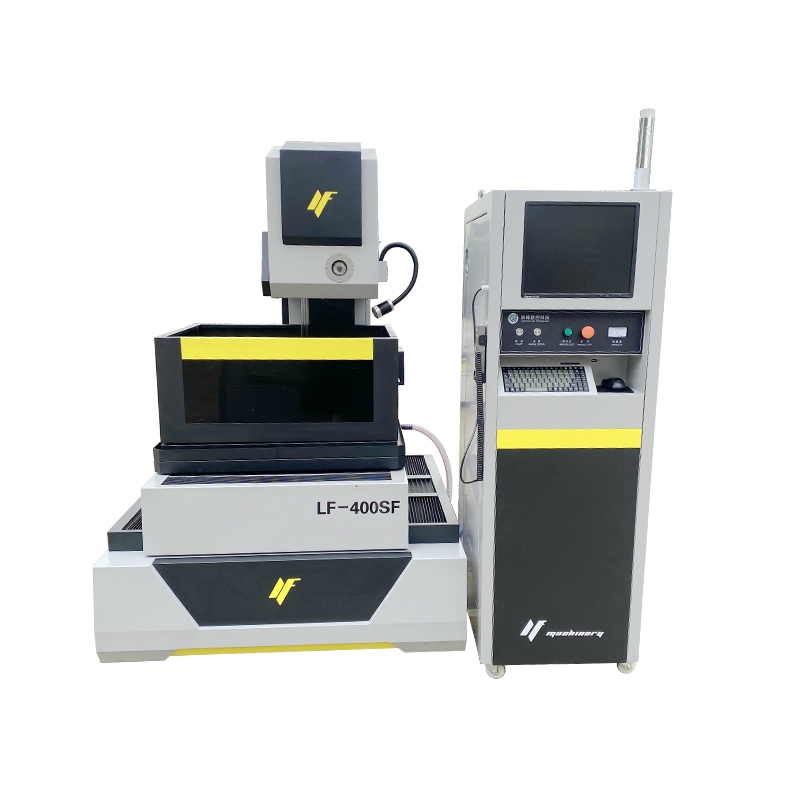
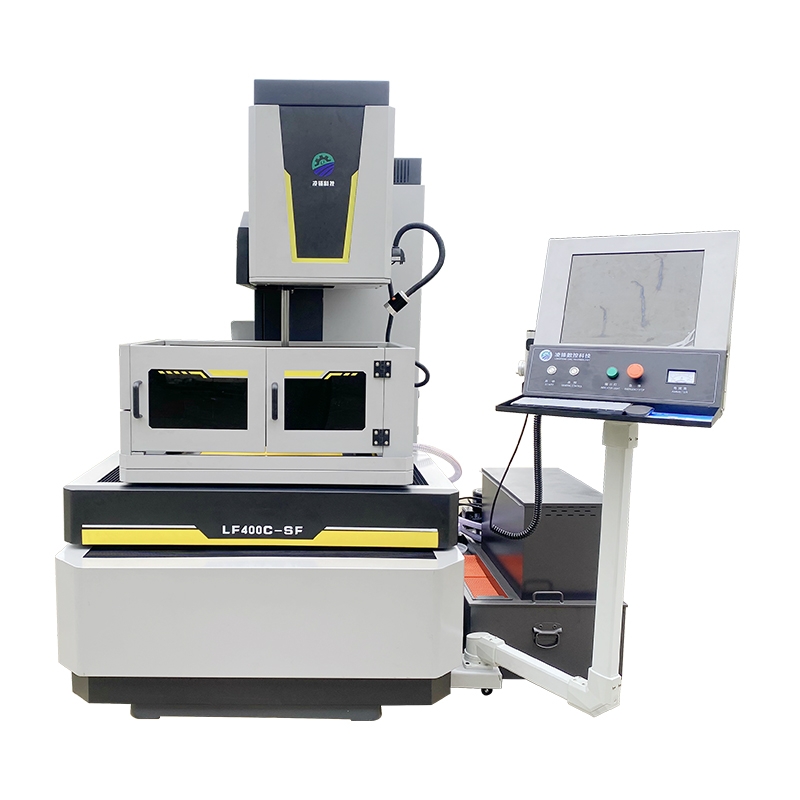
区分快走丝线切割,中走丝线切割,慢走丝线切割。1:快走丝电火花线切割的走丝速度为6~12 mm/s,电极丝作高速往返运动,切割精度较差。2:中走丝电火花线切割是在快走丝线切割的基础上实现变频多次切割功能,是近几年发展的新工艺。3:慢走丝电火花线切割的走丝速度为0.2mm/s,电极丝做低速单向运动,切割精度很高。
根据对电极丝运动轨迹的控制形式不同,电火花线切割机床又可分为三种:
一种是模仿形控制,其在进行线切割加工前,预先制造出与工件形状相同的模,加工时把工件毛坯和模同时装夹在机床工作台上,在切割过程中电极丝紧紧地贴着模边缘作轨迹移动,从而切割出与模形状和精度相同的工件来;

另一种是光电跟踪控制,其在进行线切割加工前,先根据零件图样按一定放大比例描绘出一张光电跟踪图,加工时将图样置于机床的光电跟踪台上,跟踪台上的光电头始终追随墨线图形的轨迹运动,再借助于电气、机械的联动,控制机床工作台连同工件相对电极丝做相似形的运动,从而切割出与图样形状相同的工件来;
再一种是数字程序控制,采用先进的数字化自动控制技术,驱动机床按照加工前根据工件几何形状数预先编制好的数控加工程序自动完成加工,不需要制作模样板也无需绘制放大图,比前面两种控制形式具有更高的加工精度和广阔的应用范围,目前国内外95%以上的电火花线切割机床都已采用数控化。