
187-9671-5388
致力于数控机床研发生产
187-9671-5388
致力于数控机床研发生产
联系人:张先生
手 机:18796715388
传 真:0523-88529606
网 址:www.lingfengsk.com
地 址:泰州市姜堰区罗塘街道兴姜路28号(现代科技产业园内)

如何正确判断线切割软件所生成代码是否正确的方法就是检查,验证该条代码。而不是用什么线切割机床控制器执行结果这么荒诞的方法,慢走丝机床价格一些线切割行业硬件开发人员抛弃科学的精神,说出违背基本科学原理的花,热销慢走丝机床这很值得整个线切割行业从业人员的反思。

目前的线切割插补方法有很多种,一般的数控线切割机床的数控系统,通常采用的是逐点比较法来插补。绍兴慢走丝机床 泰州线切割电极丝的直径对线切割线切割加工速度的影响较大。若泰州线切割电极丝直径过小,则承受电流较小,切缝也会窄,不利于线切割排屑和稳定加工,显然不可能获得理想的切割速度。因此在一定的范围内,电极丝的直径加大是对泰州线切割切割速度有利的。但是电极丝的直径超过一定程度,造成切缝过大的话,反而又影响了切割速度的提高慢走丝机床价格。因此,泰州线切割电极丝的直径又不宜过大。同时,线切割电极丝的直径对切割速度的影响也受脉冲参数等综合因素制约,我们可以通过绘制一组实验曲线来真是还原线切割线切割电极丝直径对加工速度的影响。
线切割机床是技术密集型产品,属于精密加工设备,线切割操作人员在使用机床前必须经过严格的培训,取得合格的操作证明后才能上机工作。 为了安全,合理有效的使用线切割机床,要求操作人员必须遵守以下几条操作规则:(1)对自用线切割机床的性能,绍兴慢走丝机床结构有较充分的了解,能掌握操作规程和遵守安全生产制度:(2)在线切割机床的允许规格范围内进行加工,不要超重或超行程工作;(3)经常检查机床的电源线,超程开关和换向开关是否安全稳定,热销慢走丝机床不允许带故障工作(4)按线切割机床操作说明书所规定的润滑部位,定时注入规定的润滑油或润滑脂,以保证机床运转灵活,特别是导轮和轴承要定期检查更换;(5)加工前检查工作液是否足够,水管和喷嘴是否通畅;(6)下班后清理工作区域,擦净夹具和附件等;(7)定期检查线切割机床电器设备是否受潮和可靠,并擦拭清理,防止金属物落入;(8)遵守定人定机制度,定期对线切割机床维护保养;

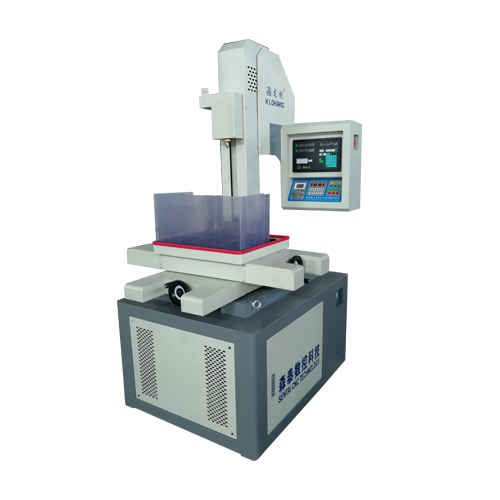
机床特性: 机床主轴采用各种线性滑轨,行程流畅。XY 轴滑轨采用 V 型与平面设计,并使用 TURCITE-B 耐磨片于重压下。热销慢走丝机床滑动轻巧、精度特佳。XY 轴均采用滚珠螺杆,传动轻巧,使用方便。主轴管为高级合金钢,精度加工,确保最佳加工精度。电控箱特性: 加工效率高超细面加工,简单易懂的操作面板,简单的操作步骤,机械状态一目了然。慢走丝机床价格可做深孔加工,钨钢,石墨加工,超微消耗,可作大面积细加工。采用 MOS-FET 电路设计,效率高,采用工业用 DC,SERVO DRIVER 控制,有过电流、过速度、超负载,短路保护。

在电火花线切割加工中,工作液是脉冲放电的介质,对线切割机床加工工艺的影响很大,它对线切割机床切割速度、表面粗糙度、加工精度也有影响,高速走丝线切割机床使用的工作液是专用的乳化液,有的适用于精加工,有的适合大厚度切割,单无论哪种工作液都应具有下列性能: 1.一定的绝缘性能。线切割火花放电必须在具有一定绝缘性能的液体介质中进行。工作液的绝缘性能可使击穿后的放电通道压缩,放电结束后又迅速恢复放电间隙成为绝缘状态。 2.较好的洗涤性能 所谓洗涤性能,是指液体有较小的表面张力,热销慢走丝机床对线切割工件有较大的亲和附着力,且有一定去除油污能力的性能。3.较好的冷却性能 在线切割机床放电过程中,瞬时温度很高,要求工作液必须有较好的吸热、传热、散热性能。 4。对环境无污染,对人体无污染线切割机床在加工中不应产生有害气体,绍兴慢走丝机床不应对操作人员的皮肤产生刺激等反应,不应锈蚀工件,夹具和机床部件。此外,线切割工作液还应配置方便、使用寿命长、乳化充分,冲制后油水不分离,长时间存放也不应变质等现象。

6、泰州线切割使用抵压、无阻、恒流高频电源进行加工切割,慢走丝机床价格使得切割的效率、表面粗糙度、钼丝损耗等工艺指标处于国内领先水平;7、泰州线切割采用小脉宽、大电流的恒压源进行加工修刀,大幅提高了泰州线切割的多次切割的稳定性,一致性和工艺指标;8、选择附件,可加装光栅数显尺,同步跟踪显示,热销慢走丝机床便于泰州线切割工件切割分中。


