
187-9671-5388
致力于数控机床研发生产
187-9671-5388
致力于数控机床研发生产
联系人:张先生
手 机:18796715388
传 真:0523-88529606
网 址:www.lingfengsk.com
地 址:泰州市姜堰区罗塘街道兴姜路28号(现代科技产业园内)

3. 独有的中走丝步进电机驱动器,可大幅降低控制柜的功耗 4. 高光洁度,采用多种切割方式,实现多次切割,可媲美慢走丝线切割机床 5. 高效率,中走丝控制柜采用大功率高频,最高效率可达200mm2/min. 6. 高稳定,采用低压电器,松下变频器和双CPU控制主板,大大降低线切割机床故障率。 7. 高集成,四川线切割机床中走丝控制柜采用手控盒控制。 8. 方便,安全的手控盒操作中走丝线切割。线切割机床批发中走丝线切割控制柜具有高光洁度,高速度,低损耗,高稳定等优点,深受广大厂家和很多线切割机床用户的好评。
使用线切割加工的时侯,其切割掉的大块金属会使材料本身的内部残余的应力在相对平衡状态下受到破坏,选择正确的热处理规范;线切割机床批发工件轮廓需要离坯料的边缘10-100毫米进行时效处理或者在淬火前进行预加工,来减去掉大部分余量选择二次切割法,首先粗切型孔,然后等应力达到新的平衡时再进行精切割型孔;采用合适的切割顺序等。以上都是对降低材料中的残余应力有着非常不错的效果的。因此其应力会开始重新分布。求购线切割机床其实材料中的残余应力有时会比机床精度等因素对加工精度产生的影响还要还大它可以让线切割机床材料变形可能加大我们这时需要有一些处理措施。

线切割脉冲发生器是脉冲电源的脉冲源,泰州线切割脉冲宽度为tI,脉冲间隔为t,脉冲频率f均由脉冲发生器确定喝调节。求购线切割机床线切割机床脉冲发生器有多种,主要有以下四种:晶体管多谐振荡式脉冲发生器。四川线切割机床此钟线切割脉冲发生器是由三极管BG1和BG2,二极管D6,电阻R2-R6,电位器W1以及线切割电容C2和C3组成的典型的多谐振荡器。

笔者由于工作关系,认识一部分线切割控制器硬件开发人员,也会接触到一些客户对线切割机床软件技术的咨询电话,求购线切割机床我们很欢迎大家相互之间的技术性讨论,但可惜的是,目前国内遇到技术理论导论的机会并不多,临时性怀疑性的讨论较多,从这些讨论中,线切割机床批发让我们感触很深的是目前国内线切割控制器硬件开发人员技术能力上欠缺的很多,进取心也不够。
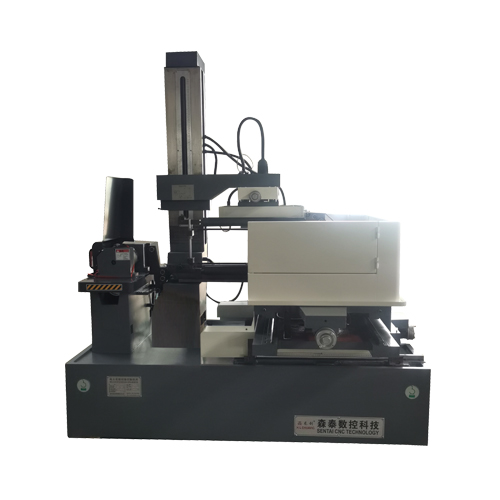
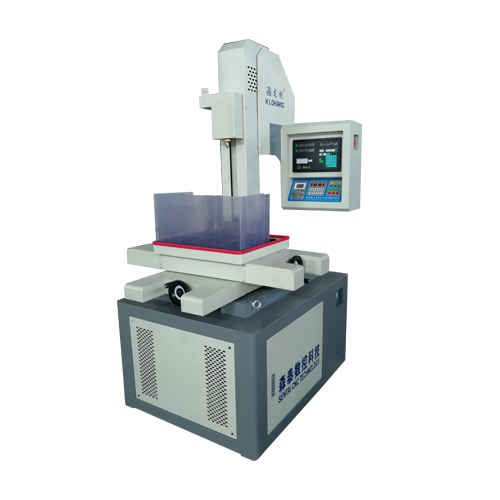
线切割机床机械部分是基础,其精度直接影响到机床的工作精度,也影响到电气性能的充分发挥。机械系统由机床床身、坐标工作台、运丝机构、线架机构、锥度机构、润滑系统等组成。机床床身通常为箱式结构,是提供各部件的安装平台,而且与机床精度密切相关。线切割机床批发坐标工作台通常由十字拖板、滚动导轨、丝杆运动副、齿轮传动机构等部分组成。主要是与电极丝之间的相对运动,来完成对工件的加工。求购线切割机床运丝机构是由储丝筒、电动机、齿轮副、传动机构、换向装置和绝缘件等部分组成,电动机和储丝筒连轴连接转动,用来带动电极丝按一定线速度移动,并将电极丝整齐地排绕在储丝筒上。线架分单立柱悬臂式和双立柱龙门式。单立柱悬臂式分上下臂,一般下臂是固定的,上臂可升降移动,导轮安装在线架上,用来支撑电机丝。锥度机构可分摇摆式和十字拖板式结构,摇摆式是上下臂通过杠杆转动来完成,一般用在大锥度机。十字拖板型通过移动使电极丝伸缩来完成,一般适用在小锥度机。润滑系统用来缓解机件磨损、提高运行效率、减轻功率损耗。可起到冷却、、吸振、减小噪音之作用。

(1)表面粗糙度和尺寸精度要求很高,切割后无法进行手工研磨的线切割工件,线切割机床批发(2)窄缝小于线切割电极丝直径加放电间隙的工作,或图形内拐角处不允许带有电极丝半径加放电间隙所形成的圆角的工作;(3)非导电材料;(4) 厚度超过丝架跨距的线切割零件;(5)加工长度超过X,Y托板的有效行程长度,且精度要求较高的工件。求购线切割机床 在符合泰州线切割加工工艺的条件下,应着重在线切割表面粗糙度,尺寸精度,工件厚度,工件材料,尺寸大小,配合间隙和冲制件厚度等方面仔细考虑研究。


