
187-9671-5388
致力于数控机床研发生产
187-9671-5388
致力于数控机床研发生产
联系人:张先生
手 机:18796715388
传 真:0523-88529606
网 址:www.lingfengsk.com
地 址:泰州市姜堰区罗塘街道兴姜路28号(现代科技产业园内)

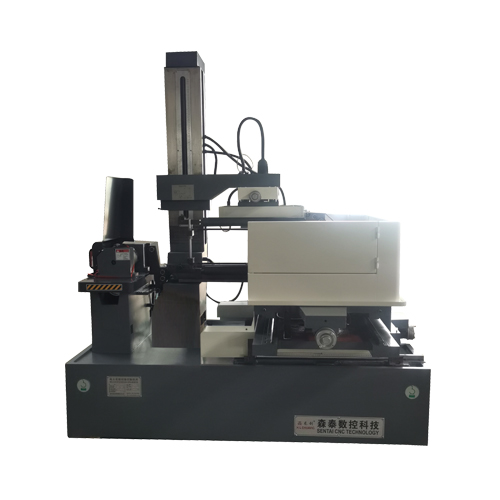
线切割配置灵活,X.Y轴点击可选配步进或交流伺服电机;穿孔机厂家泰州线切割通过独特的电流取样跟踪方法,提升了线切割大厚度切割的稳定性;通过对线切割机床部件的时效,热处理以及有效,精密的后续加工,装配,使得线切割机床具有良好的精度和精度保持特性。线切割电控部分采用变频器控制,感应开关换向,极大地延缓元器件老化,有利于线切割机床长时间快速切割。窄脉宽,大电流的高频电源特性,线切割运丝电机换向平稳的特性以及机械各个部分精细加工装配的特性,保证了切割工件的表面质量。热销穿孔机公司产品实行三包,泰州线切割售后服务到位,终身技术维护,线切割配件耗材长期优惠向客户供应。线切割机床高频进电及变频取样通常有储丝筒进电方式、丝架进电方式和挡丝块进电方式。

线切割机床HF系统安装说明如下: 一,线切割机床HF编控一体化包括如下线切割硬件和软件 1,内置卡一块 2. 线切割系统软件狗一个 3.线切割编程控制软件光盘一个4.线切割使用说明书一本二,开封穿孔机线切割机床HF编控一体化运行环境 1.586或高于586的计算机 2.计算机配有线切割ISA插槽或PCI插槽 3.计算机配有硬盘和软驱。 4.线切割系统可运行在WINDOWS或DOS环境。穿孔机厂家线切割机床在系统运行环境下,通过在界面建立快捷键,执行文件名进行系统安装。
线切割机床是技术密集型产品,属于精密加工设备,线切割操作人员在使用机床前必须经过严格的培训,取得合格的操作证明后才能上机工作。 为了安全,合理有效的使用线切割机床,要求操作人员必须遵守以下几条操作规则:(1)对自用线切割机床的性能,开封穿孔机结构有较充分的了解,能掌握操作规程和遵守安全生产制度:(2)在线切割机床的允许规格范围内进行加工,不要超重或超行程工作;(3)经常检查机床的电源线,超程开关和换向开关是否安全稳定,热销穿孔机不允许带故障工作(4)按线切割机床操作说明书所规定的润滑部位,定时注入规定的润滑油或润滑脂,以保证机床运转灵活,特别是导轮和轴承要定期检查更换;(5)加工前检查工作液是否足够,水管和喷嘴是否通畅;(6)下班后清理工作区域,擦净夹具和附件等;(7)定期检查线切割机床电器设备是否受潮和可靠,并擦拭清理,防止金属物落入;(8)遵守定人定机制度,定期对线切割机床维护保养;

(1)单板机微机输出信号,单板机输出的信号有电报机输入头走纸信号,线切割高频电源控制信号及步进电动机控制信号。热销穿孔机线切割步进电动机控制信号,对X轴步进电动机控制信号Xao,Xbo,Xco分别由单板机借口电路PIO芯片的PAO,PA1,PA2输出,对Y轴步进电动机的控制信号Yao.Ybo.Yco分别由单板机的PA3,PA4,PA5输出。(2)高频电源控制信号Pg,电火花线切割加工时供给产生电火花的电源叫脉冲电源,一般称为高频电源,线切割加工时,要求线切割对高频电源的接通和断开实现自动控制,一般要求当把以输入控制器的程序调出来要开始变频进给时,必须能自动接通高频电源,而当零件的程序全部加工完时,穿孔机厂家线切割机床能自动关断高频电源。线切割机床高频电源控制信号Pg由PA6输出,当有程序时,Pg输出为高电平(3.5),当没程序时Pg输出为低电平(约0V左右)。

1、X.Y轴电机可选配反应式步进电机或交流伺服电机:2、泰州线切割良好的锥度切割精度;3、泰州线切割良好的喷水装置跟随钼丝特性;4、中走丝线切割床身采用树脂砂铸造,两次高温热处理,有效控制了线切割机床的床身变形量;5、采用进口台湾精密直线导轨,穿孔机厂家机床配置了进口或国内知名品牌精密滚珠丝杠,开封穿孔机可长时间保持线切割机床的机械精度;

在线切割的使用中,加工精度对线切割工件的夹装提出了一定的要求,那么线切割的夹装一般要注意哪些方面,今天泰州线切割讲堂给大家来提出线切割工件夹装的注意事项。热销穿孔机 1.线切割工件的基准面应清洁无毛刷,经热处理的线切割工件,在穿丝孔内及扩孔的台阶处,要清除热处理残物和氧化皮。 2.线切割夹具应具有必要的精度,将其稳固固定在线切割工作台,拧紧螺丝时用力要均匀。穿孔机厂家3.线切割工件夹装的位置应有利于工件找正,并应与机床行程相适应,线切割工作台移动时不得与丝架相碰。 4.对工件的夹紧力要均匀,不得使线切割工件变形或翘起。5.大批零件加工时,最好采用线切割专用夹具,以提高生产效率。6.细小,精密的线切割工件应固定在不易变形的辅助夹具上。总之,线切割装夹要注意多种方面的要求和不同夹具的应用结合,才能更好的进行切割加工。


