
187-9671-5388
致力于数控机床研发生产
187-9671-5388
致力于数控机床研发生产
联系人:张先生
手 机:18796715388
传 真:0523-88529606
网 址:www.lingfengsk.com
地 址:泰州市姜堰区罗塘街道兴姜路28号(现代科技产业园内)
很多人会使用机床,供应快走丝但是线切割机床机床出现故障,不方便请维修人员前来维修,时间上来不及,夜班的时候,如果线切割机床不在保修期内,维修费用比较贵,所以有些时候还是自己动手修,下面介绍一些常见的泰州线切割机床故障与维修: 快走丝批发故障现象:1.比如丝筒不换向,导致机器总停 可能原因:机床行程开关SQ2损坏; 排除方法:换行程开关SQ3或SQ2。 故障现象:2.线筒在换向时出现停转。 可能原因:①电极线太松;

线切割机床软件的任务就是按照所画图形正确生成线切割加工代码,并同控制器配合,将生成的加工代码正确传送到线切割机床单板控制器上。供应快走丝单板机怎么样执行线切割加工代码,并不是线切割机床软件所能左右的,它所造成的错误当然不能责怪到线切割软件上来,而国内线切割控制器设计人员的不严谨,天津快走丝导致在某些时候有出错的可能,但并不与线切割软件有关,所以国内硬件开发人员技术是有待提高的。

钼丝与工件的被加工 必须采用脉冲电源,即火花放电必须是脉冲性、间歇性,脉冲宽度、to为脉冲间隔、tp为脉冲周期。供应快走丝在脉冲间隔内,使间隙介质消除电离,使下一个脉冲能在两极间击穿放电。 表面之间必须保持一定间隙,快走丝批发间隙的宽度由工作电压、加工量等加工条件而定。

1)悬臂式装夹采用悬臂方式装夹工件,装夹方便、通用性强。但由于工件一端悬伸,易出现切割表面与工件上、下平面间的垂直度误差。快走丝批发仅用于加工要求不高或悬臂较短的情况。(2)两端支撑方式装夹采用两端支撑方式装夹工件,装夹方便、稳定,定位精度高,但不适于装夹较大的零件。(3)桥式支撑方式装夹这种方式是在通用夹具上放置垫铁后再装夹工件,天津快走丝装夹方便,对大、中、小型工件都能采用。(4)板式支撑方式装夹根据常用的工件形状和尺寸,采用有通孔的支撑板装夹工件。这种方式装夹精度高,但通用性差。
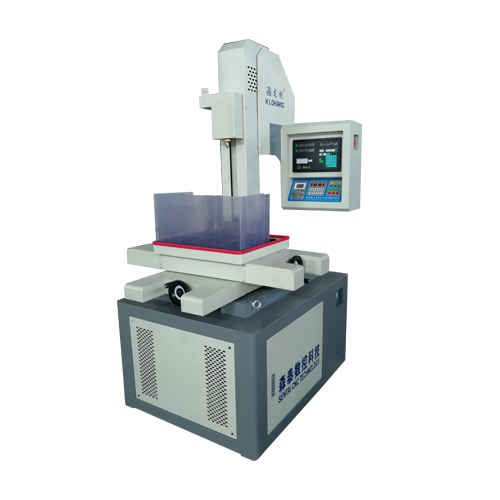
线切割机床电气部分包括数控线切割机床的电路、脉冲电源、驱动电源和控制系统等组成。机床电路主要控制运丝电动机和工作液泵的运行,使电极丝对工件能连续切割。脉冲电源提供电极丝与工件之间的火花放电能量,用以切割工件。快走丝批发驱动电源也叫驱动电路,由脉冲分配器、功率放大电路、电源电路、预放电路和其它控制电路组成。是提供电源给步进电机供电的专用电源,用来实现对步进电机的控制。供应快走丝控制系统主要是控制工作台拖板的运动(轨迹控制)和脉冲电源的放电(加工控制)。


